
Завод по производству стеклопластиковых плит для естественного освещения толщиной 2,0 мм
Когда говорят ?завод по производству стеклопластиковых плит для естественного освещения толщиной 2,0 мм?, многие сразу думают о простом листе. Но тут вся соль не в цифре, а в том, что стоит за ней — в стабильности этой самой толщины по всему полотну, от края до края, и в том, как она сочетается с оптическими свойствами. Частая ошибка — считать, что 2 мм везде и всегда одинаковы. На деле, даже небольшой разбег в 0,1-0,15 мм на большой площади, особенно при непрерывном формовании, может дать видимую волну на готовой кровле или неравномерность светорассеивания. Это не просто лист, это сложносоставной материал, где гелькоут, ровинг, связующее и технология выкладки должны работать как часы, чтобы получить заявленные 2,0 мм не на бумаге, а в каждой паллете.
От смолы до гелькоута: где рождается качество
Основной костяк, конечно, это полиэфирная смола. Но если брать дешёвый вариант с высокой усадкой, плита после полимеризации может ?повести?, и о равномерной толщине можно забыть. Мы через это проходили на ранних этапах. Сейчас работаем с поставщиками, которые дают материал со стабильными реологическими свойствами. Важнее даже не сама смола, а гелькоут — защитно-декоративный слой. Для панелей естественного освещения он должен быть специальным, светостабилизированным, с УФ-фильтрами. И его толщина — критичный параметр. Слишком тонкий — не защитит матрицу от пожелтения, слишком толстый — может потрескаться. Эмпирически вышли на свой диапазон, но это ноу-хау завода.
Армирование — это отдельная история. Для плит в 2 мм нельзя просто накидать стеклоровинга. Нужна точная раскладка, чтобы обеспечить и прочность на изгиб (особенно для больших пролётов), и сохранение геометрии. Иногда для усиления краёв или мест крепления идёт локальное увеличение толщины, но это должно быть технологически выверено, чтобы не создавать внутренних напряжений. Видел образцы, где из-за неравномерного распределения стекла плита на просвет выглядела пёстрой — это брак по оптике.
И сам процесс. Вакуумное формование или непрерывная намотка? Для толщины 2,0 мм чаще идёт вакуумная инфузия или препрег-технология. Это позволяет лучше контролировать пропитку и минимизировать пустоты. Но скорость производства ниже. На конвейере, где скорость выше, труднее выдержать ту самую идеальную плоскость. У нас, на производстве ООО ?Фучэн Шэнда панели для естественного освещения?, после нескольких итераций остановились на модифицированной линии непрерывного формования с прецизионной подачей ровинга и системой онлайн-мониторинга толщины. Не без сбоев, конечно. Бывало, датчик калибровки сбивался, и партия уходила с конусами. Теперь это жёсткая контрольная точка перед упаковкой.
Контроль: недоверие как принцип
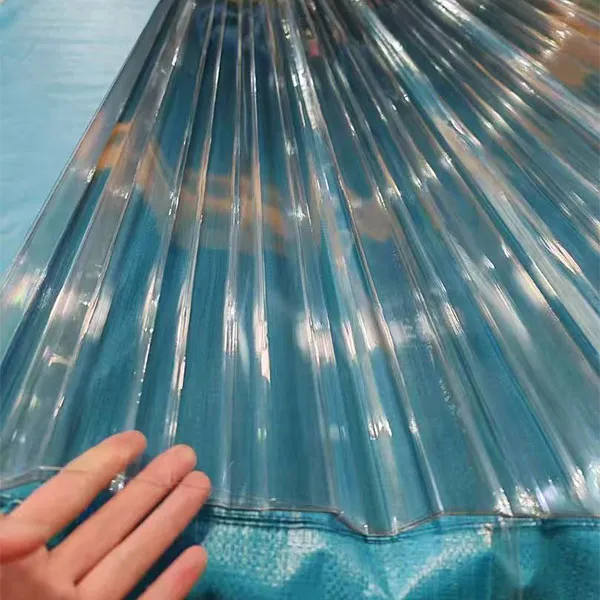
Говорят, качество делается в цеху, а не в ОТК. Согласен, но без независимого контроля цех иногда ?замыливает глаз?. У нас выборочный контроль толщины — это каждые 50 метров на линии. Но ключевое — это проверка готовой плиты на оптическую однородность. Ставим образец под рассеянный свет и просто смотрим. Любая полоса, облачность, пятно — отбраковка. Это субъективно, но очень эффективно. Приборы, спектрофотометры, это хорошо для лабораторных сертификатов, а глаз практика сразу видит, будет ли эта плита давать равномерный свет в реальном ангаре или теплице.
Механические испытания — обязательны, но по своему графику. Не по ГОСТу раз в квартал, а чаще, особенно при смене партии смолы или ровинга. Прочность на разрыв, модуль упругости, ударная вязкость. Для 2 мм ударная вязкость — слабое место. Град, падение инструмента с высоты. Поэтому мы экспериментировали с добавлением микрофибры в гелькоут. Результат есть, но стоимость немного подросла. Не все клиенты готовы платить за это, но для объектов в сложных климатических условиях настаиваем.
И упаковка. Казалось бы, мелочь. Но если неправильно уложить и перетянуть стропы, плиту поведёт. Или на углах появятся микротрещины. Приходилось разбираться с рекламациями, где проблема была не в производстве, а в транспортировке. Теперь вкладываем в каждую паллету жёсткую инструкцию по обращению. Наш сайт sd-panel.ru тоже стал частью контроля: там выложены технические паспорта с реальными, а не идеальными, допусками по толщине и светопропусканию, чтобы у клиента не было иллюзий.
Кейсы и провалы: что не пишут в каталогах
Был проект — крупный логистический комплекс под Казанью. Заказчик хотел максимальное светопропускание, но при этом прочность. Стандартная плита 2 мм с коэффициентом светопропускания под 85% не подходила по снеговой нагрузке. Усиливать каркас — дорого. Решение нашли в изменении структуры: сделали вариант с более плотным, но тонким внутренним армированием, пожертвовав 3% света, но выиграв в прочности. Плита прошла. Но был и провал. Ранний заказ на тепличный комплекс: плиты, казалось бы, идеальные, но через полгода клиент пожаловался на незначительное, но заметное снижение светопропускания. Разобрались — проблема была в качестве УФ-аддитивов в гелькоуте конкретной партии. Поставщик сэкономил. С тех пор закупаем добавки только у проверенных партнёров и делаем ускоренные тесты на светостабильность для каждой новой партии сырья.
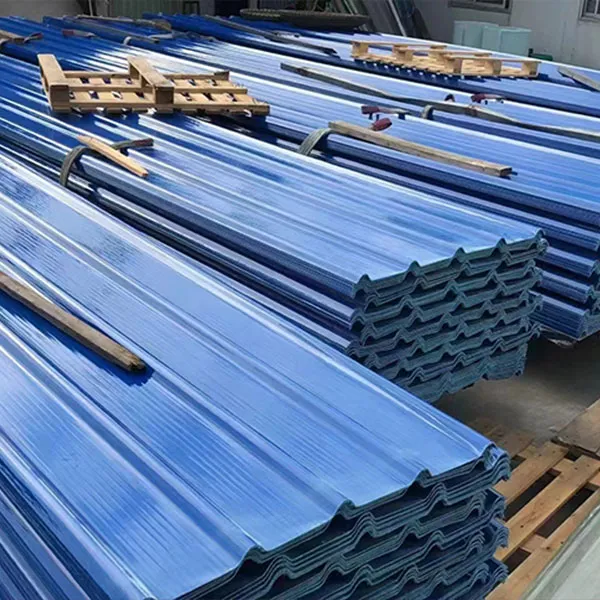
Ещё один момент — цвет. Большинство думает, что плиты для освещения — только белые матовые. Но иногда архитекторы хотят холодный или тёплый оттенок для определённого светового эффекта. Введение пигмента в гелькоут — это риск нарушения рецептуры и, как следствие, толщины. Пришлось разработать отдельную технологическую карту для цветных партий, где все параметры — температура, время отверждения — свои. Это мелкосерийное, почти штучное производство, но для премиальных объектов необходимо.
И конечно, монтаж. Мы, как производитель стеклопластиковых плит, не всегда можем его контролировать. Но после нескольких случаев, когда монтажники сверлили отверстия без подкладок или перетягивали крепёж, вызывая местные напряжения и трещины, начали проводить короткие инструктажи для прорабов. Высылаем видео, схемы. Потому что даже идеальная плита толщиной 2,0 мм может быть испорчена на объекте, а виноватым останется завод.
Рынок и будущее: куда дует ветер
Спрос на панели для естественного освещения растёт, но и конкуренция жёсткая. Многие игроки гонятся за низкой ценой, урезая как раз по толщине и качеству сырья. Наш принцип на заводе по производству стеклопластиковых плит — не гнаться за такими заказами. Есть ниша, которая ценит долговечность и стабильность параметров. Это крупные промышленные и сельскохозяйственные объекты, которые строятся на decades. Им нужна гарантия, что через 10 лет светопропускание упадёт не на 30%, а, скажем, на 8-10%, как у наших образцов в испытательных стендах.
Сейчас смотрим в сторону ещё более интегрированных решений. Не просто плита, а готовый кровельный элемент с интегрированным креплением, уплотнителем, может быть, даже с элементами для сбора конденсата. Чтобы минимизировать человеческий фактор на стройплощадке. И толщина 2 мм здесь — не догма. Для некоторых таких решений может потребоваться локальное утолщение или, наоборот, облегчение. Технология должна это позволять.
В итоге, возвращаясь к ключевому слову. Завод по производству стеклопластиковых плит для естественного освещения толщиной 2,0 мм — это не про штамповку метража. Это про постоянный инженерный компромисс между прочностью, светом, долговечностью и ценой. Это про внимание к деталям, которые в спецификации не увидишь: к вязкости смолы в конкретный humid день, к настройке режущего станка, к тому, как ляжет плёнка для отделения плит от формы. Это рутина, в которой и рождается качественный продукт. Как у нас в ООО ?Фучэн Шэнда? — каждый день одна и та же задача: сделать так, чтобы сегодняшняя партия была не хуже, а может, чуть лучше, чем вчерашняя. Без пафоса, просто работа.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Плоская черепица из стеклопластика
- Плита для естественного освещения для строительных объектов
- Кто имеет плиту для естественного освещения для солнечной беседки
- Двухслойная плита FRP для естественного освещения
- антикоррозионная FRP-плита
- Сколько стоит цена за квадратный метр прозрачной стеклянной черепицы
- Антикоррозионная плита для животноводческих ферм
- Плита для естественного освещения как строительный материал
- Антикоррозионная черепица из стеклопластика марки 820
- Плита для естественного освещения складов



